
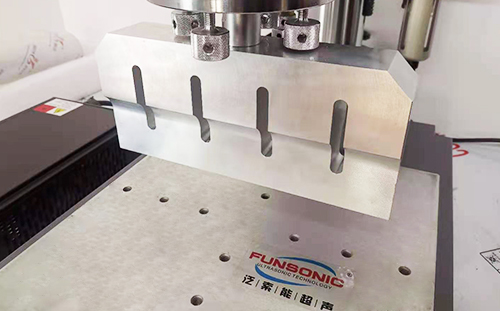
什么是超声波焊接?
超声波焊接技术使用高频振动(超声波)在亚秒级时间内将两个热塑性部件精确密封在一起。在精确的压力下,连接在不到 0.2 秒内密封。
超声波每秒振动数十次或数千次。这种振动会传递到与塑料部件直接接触的接触面上。由于焊接区域的边界具有较大的声阻抗,因此会产生高温。塑料是一种非常差的热导体,在将塑料的状态从固态变为液态之前无法散热。施加一点压力,这会使两个部分融合在一起,就好像它们是一块塑料一样。一旦超声波信号停止,零件就会再次变硬。这是在两个部件之间形成干净且非常坚固的焊缝的魔法。焊缝的强度接近在注塑成型过程中形成的原材料的强度。
超声波焊接过程
第 1 步 – 夹具中的零件
需要组装的两个热塑性部件放在一起,一个在另一个的顶部,在一个称为夹具的支撑巢中。
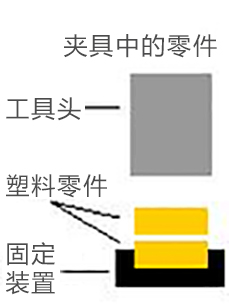
第 2 步 – 工具头接触
称为工具头的钛或铝部件与上部塑料部件接触。

第 3 步 – 施加压力
对零件施加受控压力,将它们夹在夹具上。
第 4 步 – 焊接时间
工具头以每秒 20,000 (20 kHz) 或 40,000 (40 kHz) 的速度垂直振动一个精确的时间量 – 也称为焊接时间。各个零件都经过精确设计,以便将能量引导到两个零件之间的特定接触点。
机械振动通过热塑性材料传递到接合界面以产生摩擦热。当接合界面温度达到熔点时,塑料熔化流动,振动停止。这允许熔化的塑料开始冷却。

第 5 步 – 保持时间
夹紧力保持预定的时间量,以允许部件在熔化的塑料冷却和固化时熔合。这称为保持时间。可以通过在保持时间内施加更大的力来实现改进的接合强度和气密密封。这是通过在保持时间内的不同点使用双压力来实现的。

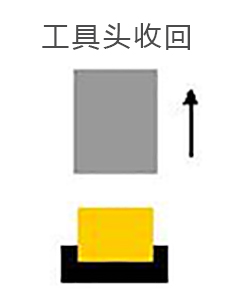
第 6 步 – 工具头缩回
熔化的塑料凝固后,取下夹具并缩回工具头。这两个塑料部件现在连接在一起,就像模制在一起一样,并作为一个部件从夹具上取下。
用于塑料装配的超声波焊接是一种快速、清洁、高效且可重复的工艺,能耗极低。不需要溶剂、粘合剂、机械紧固件或其他消耗品,成品组件坚固且清洁。
超声波塑料焊接的重要因素
焊接时间和焊头压力可以根据转换器和焊条的配置确定的幅度进行调整。一般来说,主要变量是
- 振幅杆和转换器
- 焊头压力
- 焊接时间
- 保持时间
调整必须精确。如果频率太高或信号施加的时间太长,塑料很容易变形到连接点边界之外。如果施加的能量太弱,则会形成不良连接。

